248-250-8937
248-250-8937 519-999-9723
519-999-9723 +1 844 686-0671
+1 844 686-0671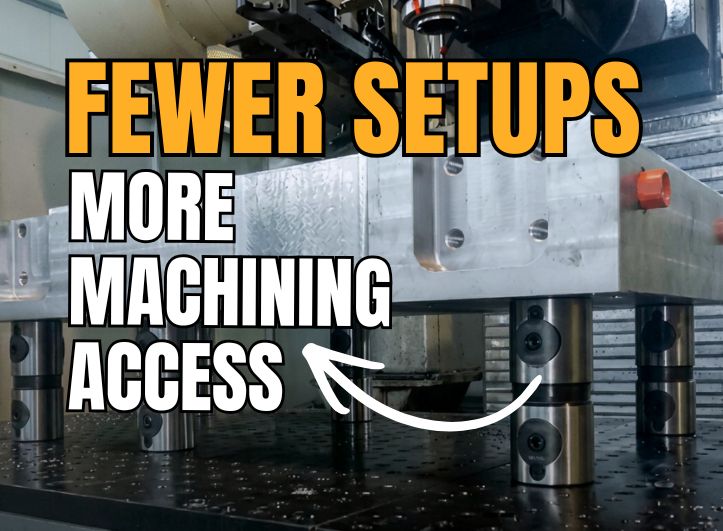
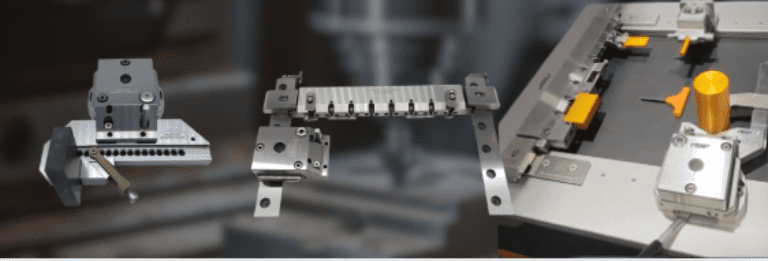
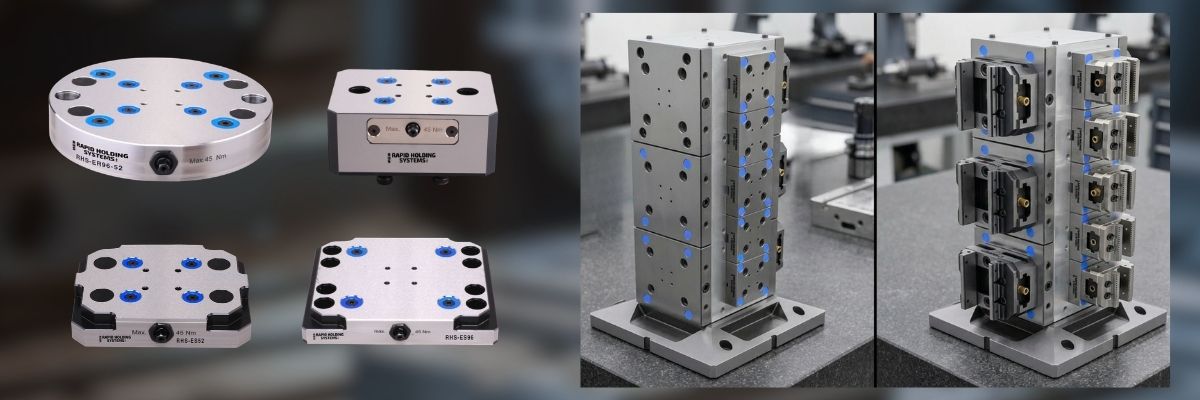
What Are CNC Pull Clamps?
CNC pull clamps are modular workholding systems that secure a part from below instead of from the top or sides.
They use a pulling force to draw the workpiece down against a reference surface, creating a secure, repeatable, and low-profile setup.
In simple terms: instead of blocking your toolpaths with clamps, pull clamps hold the part while keeping it fully accessible.
Why Traditional Clamping Limits Your Machining
Most shops don’t realize it, but a big chunk of inefficiency comes down to how the part is held.
Top clamps block cutting areas. Multiple setups are required to machine all faces. Operators spend time repositioning and re-referencing parts.
The result? Longer setup times, more risk of error, and more scrap and rework.
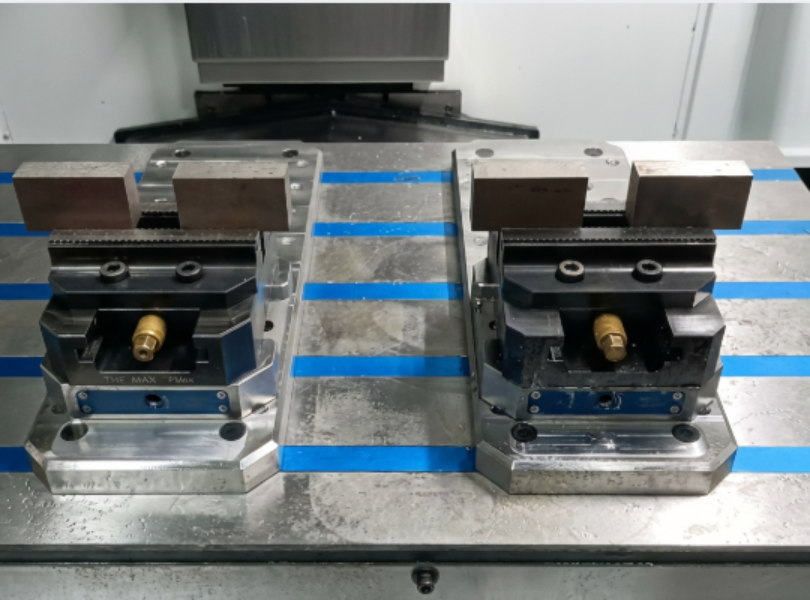
How CNC Pull Clamps Solve the Problem
Pull clamp systems change how force is applied, and that changes everything.
Key advantages:
- Full top and side access — ideal for 5-axis and multi-face machining
- Fewer setups — machine more features in a single operation
- Repeatable positioning — parts locate consistently every time
- Low-profile design — perfect for tight work envelopes and automation
- High clamping force — secure even during aggressive cuts

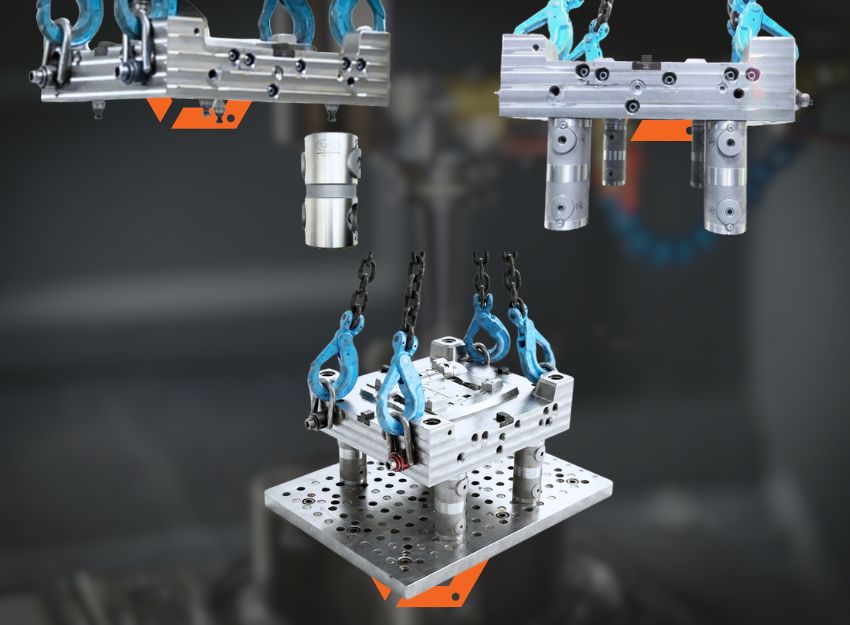
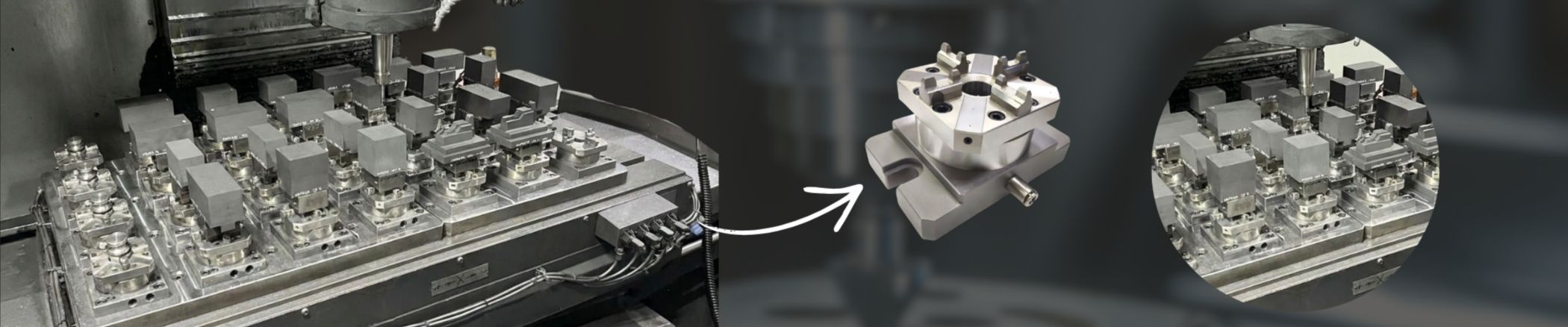
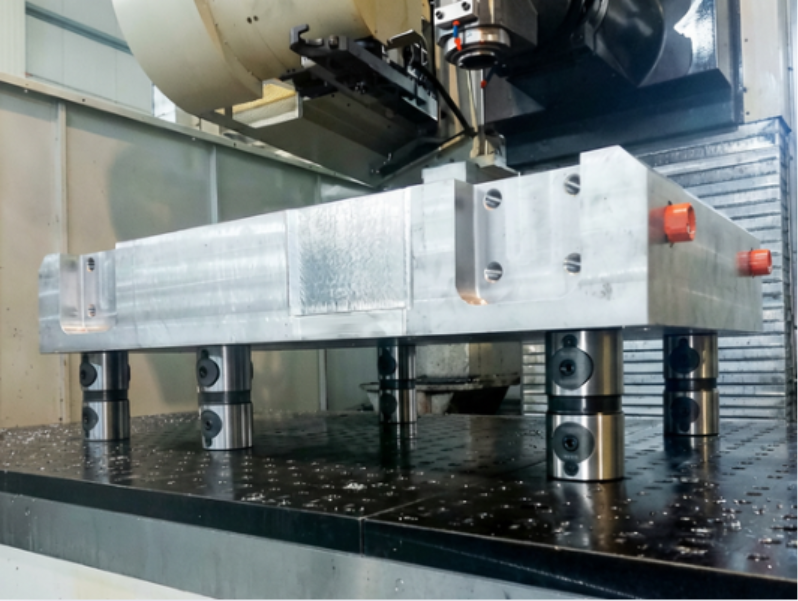
How CNC Pull Clamps Work
- Mount the pull clamp module onto your fixture or base plate
- Prepare the part with a compatible clamping feature (slot, groove, or pull stud)
- Engage the clamp from below
- Apply pulling force to seat the part firmly against the reference surface
- Start machining with full access to the critical areas
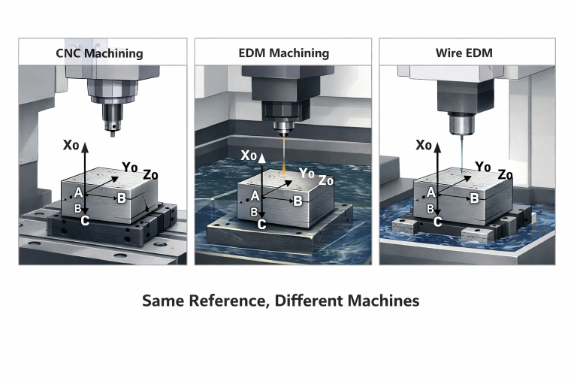
This approach keeps the reference consistent while maximizing machining access.
Pull Clamps vs. Traditional Clamping
| Feature | Traditional Clamps | CNC Pull Clamps |
| Access to part | Limited | Full access |
| Number of setups | Multiple | Reduced |
| Setup time | High | Lower |
| Repeatability | Operator-dependent | High |
| Automation compatibility | Limited | Excellent |
When Should You Consider Switching?
If any of these sound familiar, it’s worth taking a closer look:
- You’re losing hours every week on setups
- Operators are constantly adjusting parts
- You need better access for 5-axis machining
- Scrap is coming from inconsistent clamping
- You’re planning to automate or scale production
CNC pull clamps let you machine more, in fewer setups, with higher consistency.
They remove one of the biggest hidden bottlenecks in machining: limited access and inefficient clamping.
If you’re working on a complex part or trying to cut down on setups, it’s worth taking a closer look at your current workholding strategy.
Sometimes the problem isn’t the machine. It’s the setup.













 Key Benefits
Key Benefits