248-250-8937
248-250-8937 519-999-9723
519-999-9723 +1 844 686-0671
+1 844 686-0671
Workholding decisions shape more than setup time. They define how stable a process is, how parts move through the shop, and whether repeatability is designed in or constantly corrected.
Modular, quick-change, and zero-point systems are often discussed together. But they solve different problems. Confusion usually starts when one approach is used to fix a problem it wasn’t designed for.
Modular Systems: Flexibility First
Modular fixturing is built around adaptability. Components can be rearranged to support different part geometries. This makes it ideal for high-mix, low-volume work.
The strength of modular systems is design freedom. They allow quick configuration changes without custom fixtures. That flexibility, however, often comes at the cost of repeatable positioning.
Modular setups work best when the primary challenge is part variation. They’re less effective when parts must be removed and reloaded with micron-level consistency. Flexibility alone doesn’t guarantee stability.
Quick-Change Systems: Reducing Time at the Machine

Quick-change systems focus on speed. Their purpose is to minimize downtime between jobs. Fixtures or pallets are swapped quickly so the spindle can run sooner.
This approach is especially effective when setups are similar. The faster the exchange, the less interruption to production. What matters here is operational efficiency.
However, quick-change doesn’t automatically ensure precision. If alignment must be re-established after each change, time is saved but variation remains.
Quick-change solves when the machine cuts again. It doesn’t solve how consistently the part is positioned.
Zero-Point Systems: Reference and Repeatability
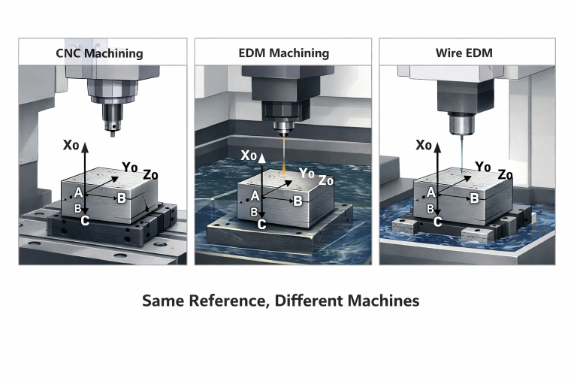
Zero-point systems are built around one idea: reference preservation. They define a physical origin that survives removal, transport, and reloading. When the part comes back, its position is already known.
This is what makes zero-point systems different. They’re not about speed alone. They’re about geometric consistency.
Zero-point systems are most valuable in multi-operation workflows. CNC to EDM. EDM to Wire EDM. Operations where re-indicating would otherwise introduce error.
When repeatability matters more than flexibility, reference matters more than speed.
Why These Approaches Are Often Combined
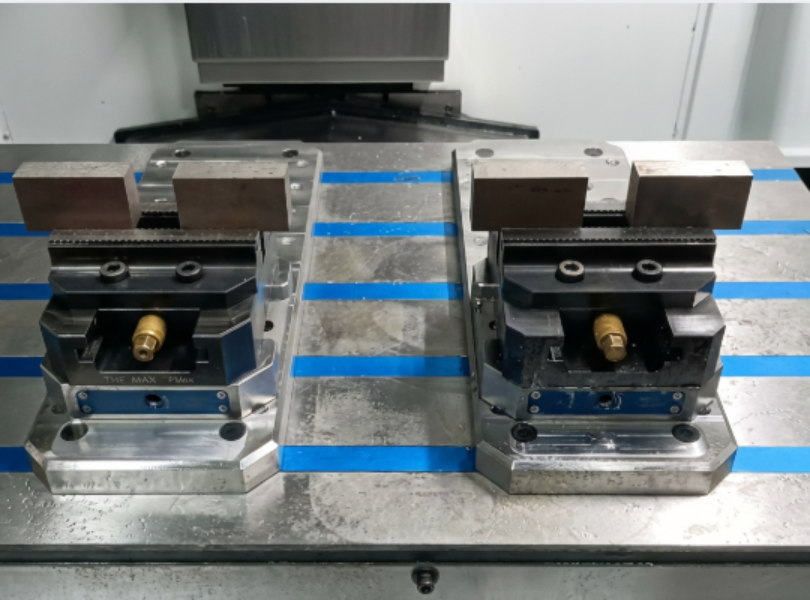
In practice, these systems aren’t mutually exclusive. Many stable shops combine them intentionally.
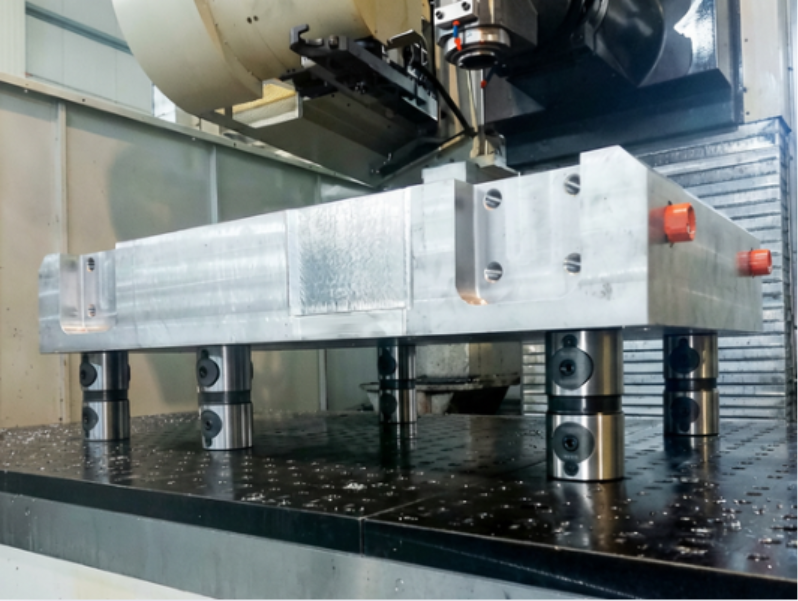
A modular fixture may sit on a zero-point base. Quick-change pallets may rely on a reference interface underneath. Each layer solves a different problem.
This layered approach is where strategy matters more than hardware. The goal isn’t faster setup alone. It’s predictable, repeatable setup behavior.
Choosing the Right Architecture
The decision should start with the process, not the part.
If the challenge is variety, modular systems make sense. If the challenge is downtime, quick-change helps. If the challenge is repeatability across operations, zero-point is foundational.
Using the wrong approach often leads to constant adjustment. Using the right combination removes the need for correction altogether.
At Rapid Holding Systems, much of the work revolves around this distinction. Not pushing one method over another, but helping shops design setup architectures that match how their parts actually move—especially when precision must survive multiple machines.
Because in the end, setup systems aren’t about holding parts. They’re about controlling variation.