248-250-8937
248-250-8937 519-999-9723
519-999-9723 +1 844 686-0671
+1 844 686-0671Modern machining demands fast tool changes and repeatable positioning. EROWA-compatible pallets help you automate workpiece setup and get the most out of your machine capacity. Here’s an overview of the EROWA system’s advantages — and how Rapid Holding Systems (RHS) delivers 100% compatible, affordable pallets.
What Is the EROWA MTS System?
The EROWA MTS is a zero-point clamping system built for versatility. It supports single workpiece clamping with one MTS chuck, or multiple workpieces using several chucks or base plates.
The MTS 4.0 version takes things further with wireless digital status monitoring, so your machine control can display real-time chuck conditions. Only two pneumatic lines are needed to operate the base, and an integrated battery handles power supply.
The MTS 3.0 variant prioritizes safety. It meets ISO 13849 (PLd-Cat 3) and includes a self-locking mechanism that keeps chucks closed even if pressure is lost. An air circuit also verifies that the spigot is present and locked before machining starts.
MTS base plates are fully modular, available in 1, 2, 4, 6, or 8-chuck configurations — with custom solutions possible. This design dramatically cuts setup time: workpieces are palletized off the machine and loaded in seconds. The low build height accommodates large parts, contact surfaces are cleaned automatically during changeover, and existing vises, gauges, and fixtures can be reused. Pairing tombstones with MTS plates makes the most of your working space.

Technical Advantages of the MTS and UPC Systems
The MTS system is open and flexible, supporting both single and multiple palletizing with repeatability better than 0.003 mm. Pallets can be indexed at 4 × 90°, use a spring-powered self-locking mechanism, and include built-in cleaning for functional surfaces. Pallet changes can be automated, and all control and monitoring run through just two air lines.
The EROWA UPC system is designed for high precision across both large and small parts. Repeatability is below 0.002 mm, with 4 × 90° indexing and robust centering segments featuring a patented preload. An optional ITS chuck can be integrated at the center, and four fixed spigots act as supports and clamping devices.
UPC aluminum pallets include hardened Z-supports and centering segments, making cost-effective custom solutions possible. The system has a low installation height, uses compressed air for opening and cleaning, delivers a pull-down force of 50 kN, and all components are sealed against coolant and chips.
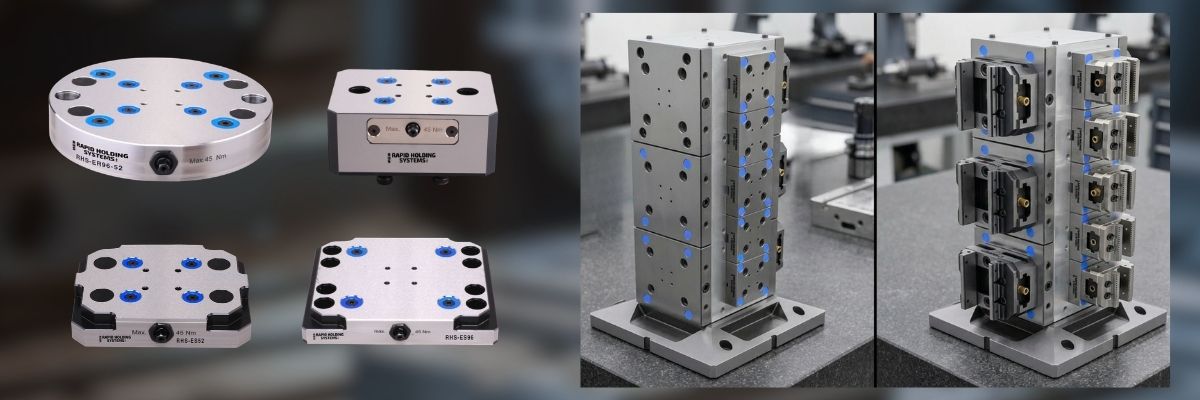
Examples of Our Compatible Pallets
Rapid Holding Systems manufactures pallets fully compatible with EROWA. Here are some examples from our catalog:
| Product | Dimensions & Material | Key Specs |
| Erowa MTS ER-033703 Compatible Pallet 240 x 400 | 400 × 240 × 33 mm; chrome steel | Hardness 32–38 HRC, repeatability ≤ 0.005 mm, weight 24.8 kg |
| Erowa MTS ER-033900 ER-033902 Compatible 6-fold Base Plate | 560 × 400 × 55 mm; chrome steel | 6 chucks, hardness 32–60 HRC, clamping force 15 kN, repeatability ≤ 0.005 mm |
| Erowa MTS ER-038376 Compatible Pallet 400 x 400 | 400 × 400 × 40 mm; chrome steel | Hardness 32–38 HRC, repeatability ≤ 0.005 mm, weight 20 kg |
| Erowa UPC Pallet ER-107472 compatible 320 x 320 x 40 | 320 × 320 × 40 mm; steel + aluminum alloy | Hardness 32–52 HRC, repeatability ± 0.002 mm |

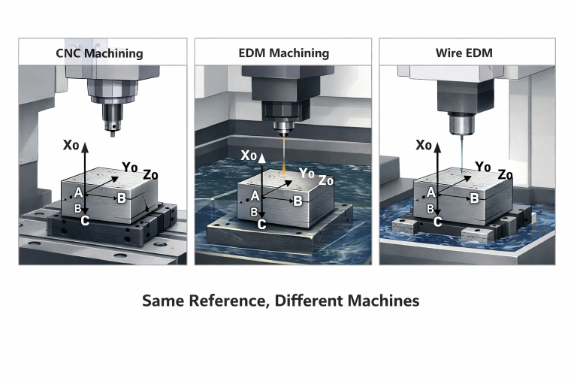
These pallets integrate directly with MTS or UPC chucks. The precision, finish, and material quality make them suitable for both high-precision CNC machining and EDM operations.
Why Choose Rapid Holding Systems?
Rapid Holding Systems specializes in EDM and CNC clamping systems. Our pallets are 100% compatible with EROWA, made from high-quality steel, and tested to strict repeatability standards. Based in North America, we offer several key advantages:
100% customer satisfaction guarantee — if a product doesn’t meet your expectations, we’ll make it right.
No tariffs, delivery included — we ship directly to your door with no import duties.
Lowest price guarantee — find an equivalent at a better price, and we’ll match or beat it.
High-quality, affordable tooling — in-house engineering and premium materials deliver performance without the premium price tag.
When you choose our products, you get reliable, precise pallets plus technical support, system selection guidance, and custom manufacturing options. Our online catalog makes it easy to find the right model for your needs.
Ready to Boost Your Workshop’s Productivity?
The EROWA MTS and UPC systems offer a robust, flexible foundation for machining automation. Self-locking mechanisms, automatic cleaning, digital monitoring, and micron-level repeatability mean parts change in seconds — and unproductive downtime drops dramatically.
Rapid Holding Systems offers fully compatible pallets for both systems, backed by competitive pricing and local North American support.
Contact us today. Our team can help you choose the right MTS or UPC configuration, prepare a quote, and arrange a demonstration.