248-250-8937
248-250-8937 519-999-9723
519-999-9723 +1 (844) 686-0671
+1 (844) 686-0671El mecanizado moderno exige cambios de herramienta rápidos y posicionamiento repetible. Las paletas compatibles con EROWA le ayudan a automatizar la preparación de las piezas y a aprovechar al máximo la capacidad de su máquina. A continuación, le presentamos un resumen de las ventajas del sistema EROWA y cómo Rapid Holding Systems (RHS) ofrece paletas 100 % compatibles y asequibles.
¿Qué es el sistema EROWA MTS?
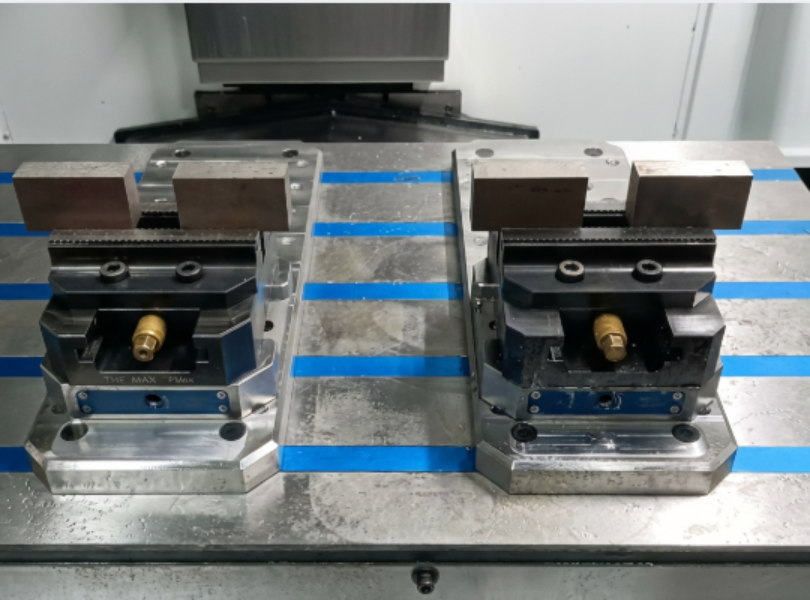
El sistema EROWA MTS es un sistema de sujeción de punto cero diseñado para ofrecer versatilidad. Permite sujetar una sola pieza con un mandril MTS o varias piezas utilizando diferentes mandriles o placas base.
La versión MTS 4.0 va un paso más allá con la monitorización digital inalámbrica del estado, lo que permite que el control de la máquina muestre las condiciones del mandril en tiempo real. Solo se necesitan dos líneas neumáticas para el funcionamiento de la base, y una batería integrada se encarga de la alimentación.
La variante MTS 3.0 prioriza la seguridad. Cumple con la norma ISO 13849 (PLd-Cat 3) e incluye un mecanismo de autobloqueo que mantiene los mandriles cerrados incluso en caso de pérdida de presión. Un circuito neumático también verifica que el espolón esté presente y bloqueado antes de que comience el mecanizado.
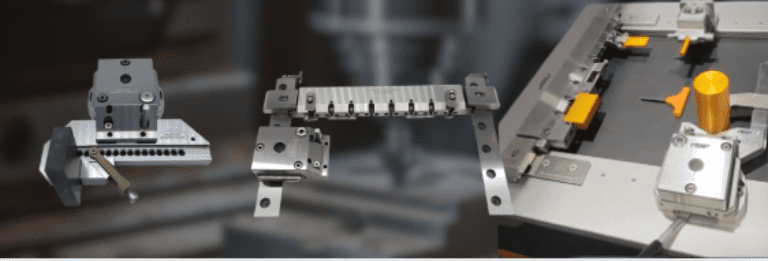
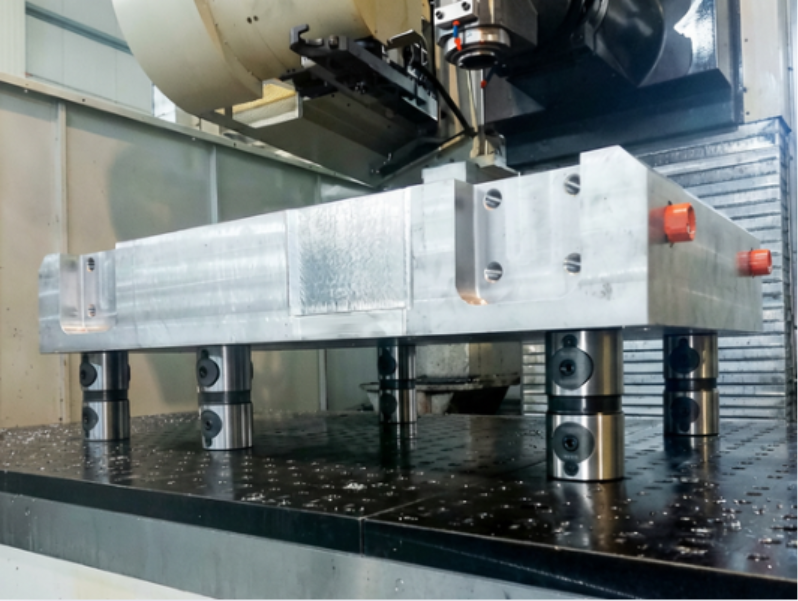
Las placas base MTS son totalmente modulares y están disponibles en configuraciones de 1, 2, 4, 6 u 8 mandriles, con la posibilidad de soluciones personalizadas. Este diseño reduce drásticamente el tiempo de preparación: las piezas se paletizan fuera de la máquina y se cargan en segundos. La baja altura de construcción permite trabajar con piezas grandes, las superficies de contacto se limpian automáticamente durante el cambio de formato y se pueden reutilizar las mordazas, calibradores y accesorios existentes. La combinación de soportes tipo lápida con placas MTS optimiza el espacio de trabajo.

Ventajas técnicas de los sistemas MTS y UPC
El sistema MTS es abierto y flexible, y admite tanto paletización individual como múltiple con una repetibilidad superior a 0.003 mm. Los palets se pueden indexar a 4 × 90°, utilizan un mecanismo de autobloqueo accionado por resorte e incluyen limpieza integrada para superficies funcionales. El cambio de palets se puede automatizar y todo el control y la monitorización se realizan mediante solo dos líneas de aire.
El sistema EROWA UPC está diseñado para ofrecer alta precisión tanto en piezas grandes como pequeñas. Su repetibilidad es inferior a 0.002 mm, con indexación de 4 × 90° y robustos segmentos de centrado con precarga patentada. Se puede integrar un mandril ITS opcional en el centro, y cuatro espigas fijas funcionan como soportes y dispositivos de sujeción.
Los palets de aluminio UPC incluyen soportes en Z endurecidos y segmentos de centrado, lo que permite crear soluciones personalizadas rentables. El sistema tiene una altura de instalación reducida, utiliza aire comprimido para la apertura y la limpieza, ofrece una fuerza de tracción de 50 kN y todos los componentes están sellados contra el refrigerante y las virutas.
Ejemplos de nuestros palets compatibles
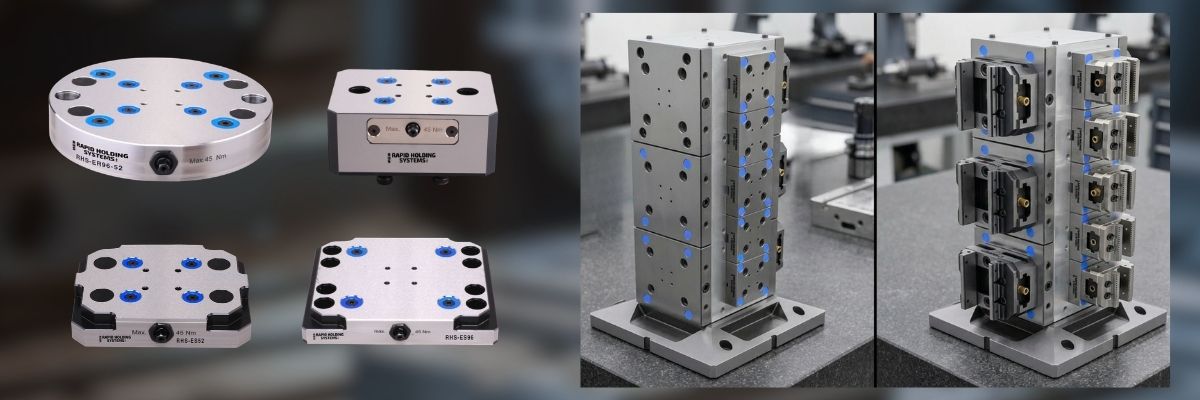
Rapid Holding Systems fabrica palets totalmente compatibles con EROWA. Aquí les mostramos algunos ejemplos de nuestro catálogo:
| Producto | Dimensiones y material | Especificaciones clave |
| Erowa MTS ER-033703 Palet Compatible 240 x 400 | 400 × 240 × 33 mm; acero cromado | Dureza 32–38 HRC, repetibilidad ≤ 0.005 mm, peso 24.8 kg |
| Placa base plegable de 6 secciones compatible con Erowa MTS ER-033900 ER-033902 | 560 × 400 × 55 mm; acero cromado | 6 mandriles, dureza 32–60 HRC, fuerza de sujeción 15 kN, repetibilidad ≤ 0.005 mm |
| Palet compatible Erowa MTS ER-038376 de 400 x 400 | 400 × 400 × 40 mm; acero cromado | Dureza 32–38 HRC, repetibilidad ≤ 0.005 mm, peso 20 kg |
| Palet Erowa UPC ER-107472 compatible 320 x 320 x 40 | 320 × 320 × 40 mm; acero + aleación de aluminio | Dureza 32–52 HRC, repetibilidad ± 0.002 mm |

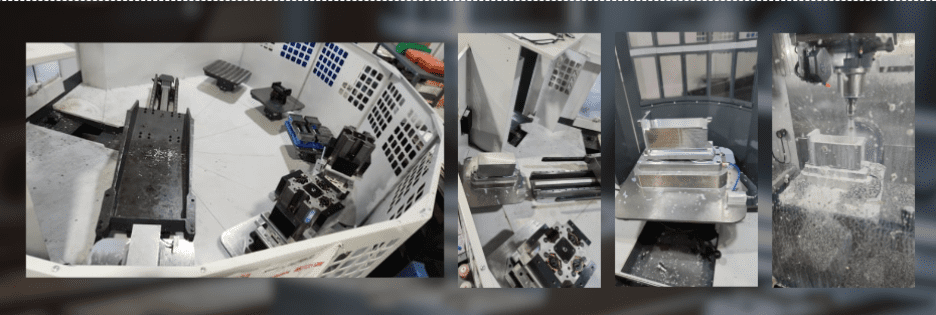
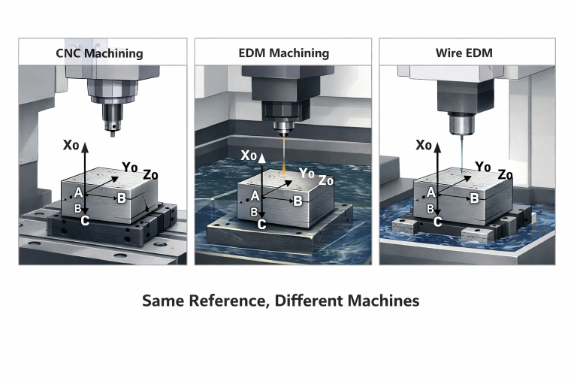
Estas paletas se integran directamente con los mandriles MTS o UPC. Su precisión, acabado y calidad de material las hacen idóneas tanto para el mecanizado CNC de alta precisión como para las operaciones de electroerosión.
¿Por qué elegir Rapid Holding Systems?
Rapid Holding Systems se especializa en sistemas de sujeción para electroerosión y CNC. Nuestras paletas son 100% compatibles con EROWA, están fabricadas con acero de alta calidad y se someten a pruebas que cumplen con estrictos estándares de repetibilidad. Con sede en Norteamérica, ofrecemos varias ventajas clave:
100% garantía de satisfacción del cliente — Si un producto no cumple con sus expectativas, lo solucionaremos.
Sin aranceles, envío incluido. — Realizamos envíos directamente a su domicilio sin aranceles de importación.
Garantía de precio más bajo Si encuentra un producto equivalente a un precio mejor, lo igualaremos o mejoraremos.
Herramientas de alta calidad y asequibles. — La ingeniería propia y los materiales de primera calidad ofrecen un rendimiento óptimo sin un precio elevado.
Al elegir nuestros productos, obtendrá palets fiables y precisos, además de asistencia técnica, asesoramiento para la selección del sistema y opciones de fabricación a medida. Nuestro catálogo en línea le facilita encontrar el modelo adecuado para sus necesidades.
¿Listo para aumentar la productividad de tu taller?
Los sistemas EROWA MTS y UPC ofrecen una base sólida y flexible para la automatización del mecanizado. Los mecanismos de autobloqueo, la limpieza automática, la monitorización digital y la repetibilidad a nivel micrométrico permiten cambiar las piezas en segundos, reduciendo drásticamente el tiempo de inactividad improductivo.
Sistemas de retención rápida Ofrece palets totalmente compatibles con ambos sistemas, con precios competitivos y soporte local en Norteamérica.
Contactanos hoy mismo. Nuestro equipo puede ayudarle a elegir la configuración MTS o UPC adecuada, preparar un presupuesto y organizar una demostración.










 Beneficios Clave
Beneficios Clave